Определяя степень удаления коррозии, а также очистки поверхностей из стали перед покраской, необходимо учитывать следующие стандарты:
- отечественный ГОСТ 9.402-80 «Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием»;
- международные ISO 8501-01-1988 (или ISO 8501-1:2007 в редакции 2007 года, которая является последней) и ISO 8504-1992.
Указанный выше ISO 8501-01:2007 — это международный стандарт, который выдается организацией ISO и описывает 4 уровня (в стандарте обозначенные как «степень ржавости») прокатной окалины и коррозии, которые образуются на поверхностях непокрытых стальных конструкций и стали на складе. Также этот стандарт описывает степени визуальной чистоты (или «степени подготовки») поверхностей: имеются в виду подготовка непокрытой стальной поверхности и стальной поверхности с полностью удаленным покрытием.
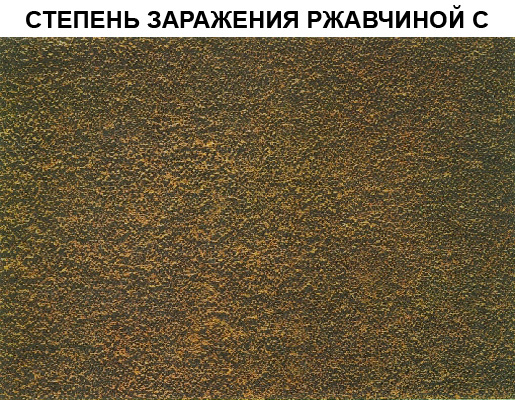
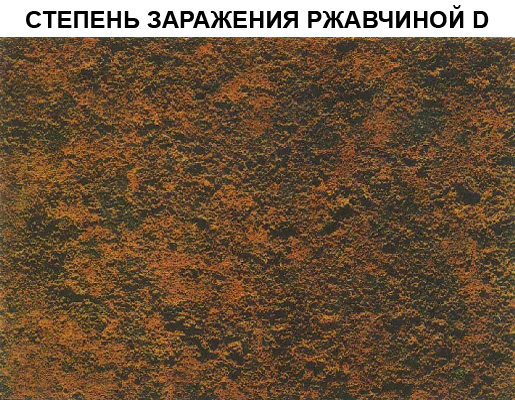
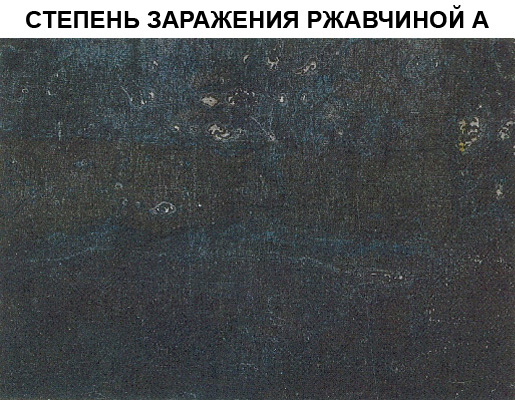
ISO 8501-01 употребляется по окалине. Это означает следующие уровни заражения ржавчиной:
A. стальная поверхность в значительной степени покрыта окалиной, но в не затронута ржавчиной (или затронута незначительно);
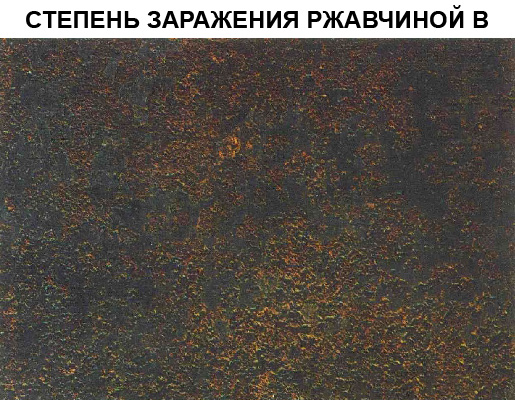
B. стальная поверхность, которая стала ржаветь и с которой начала осыпаться окалина;
C. стальная поверхность, с которой осыпается окалина и откуда она может быть удалена с легким видимым питтингом;
D. стальная поверхность, с которой отвалилась окалина, но с легким питтингом, который виден невооруженным глазом.
(все картинки увеличиваются)
|
|
|
 |
 |
Степени предварительной подготовки поверхности
Стандартом ISO определены 7 степеней подготовки поверхности. В спецификациях можно найти следующие нормативы:
Подготовка поверхностей вручную либо при помощи электроинструментов. Под подготовкой понимаются скобление, зачистка проволочными щетками и механическими щётками, шлифовка (обозначается буквами «St»).
I. ISO-St Обработка вручную и электроинструментами
Обработка вручную и электроинструментами. Перед очисткой поверхностей вручную или посредством электроинструментов толстые слои ржавчины следует удалить методом обрубки. Видимые загрязнения (масло, жир, грязь) также удаляются. После очистки должна быть очищена от отслаивающейся краски, пыли.
II. ISO-St 2 Тщательная очистка вручную и электроинструментами
Тщательная очистка вручную и электроинструментами. При визуальном осмотре подложка должна быть чистой от видимых следов масла, жира, грязи, краски, плохо прилегающей окалины, ржавчины и посторонних веществ.
III. ISO-St 3 Очень тщательная очистка вручную и электроинструментами
Очень тщательная очистка вручную и электроинструментами. По сути то же самое, что и St 2, но подложка должна быть очищена намного более тщательно — до металлического блеска.
Подготовка поверхности способом пескоструйной обработки (обозначается буквами "Sa")
ISO-Sa Пескоструйная очистка
Перед тем, как приступить к пескоструйной очистке, толстые слои ржавчины должны удаляются методом обрубки. Видимые масляные и жировые загрязнения, грязь также удаляются. После пескоструйной обработки подложка должна быть очищена от пыли и мусора.
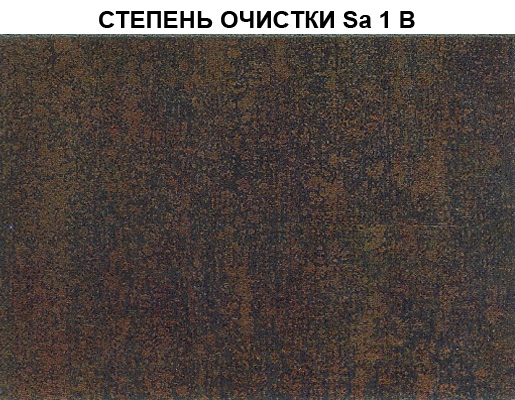
IV. ISO-Sa 1 Лёгкая пескоструйная очистка
Осмотр невооруженным глазом должен показать, что поверхность чиста от видимых масляных, жировых пятен и грязи, а также от окалины с плохим прилеганием, ржавчины, краски и прочих посторонних веществ.
V. ISO-Sa 2 Тщательная пескоструйная очистка. Степень очистки составляет не менее 76% поверхности.
Визуально поверхность выглядит чистой от масляных, жировых пятен и грязи, от большей части окалины, ржавчины, краски и других посторонних веществ. Остаточные загрязнения имеют плотное прилегание.
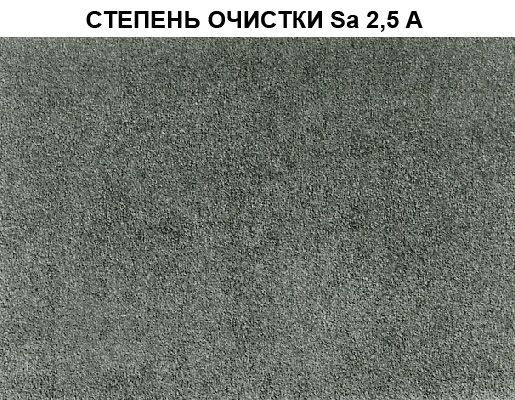
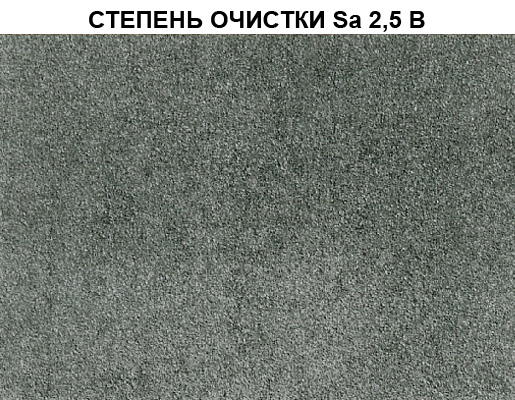
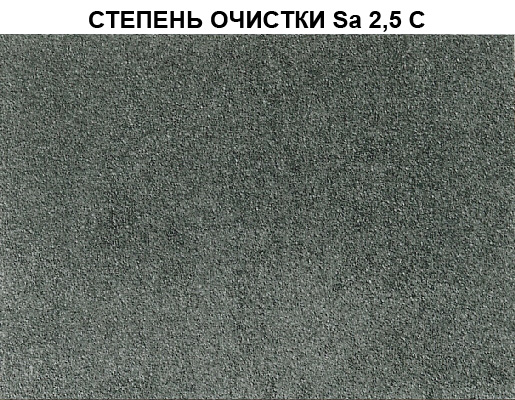
VI. ISO-Sa 2,5 Очень тщательная пескоструйная очистка. Степень очистки — 96% чистой поверхности.
Проверка невооруженным взглядом показывает, что поверхность зачищена от видимых масляных, жировых пятен и грязи, от большей части окалины, ржавчины, краски, иных посторонних веществ. Остаточные следы заражения могут присутствовать только в форме едва заметных полос и пятен.
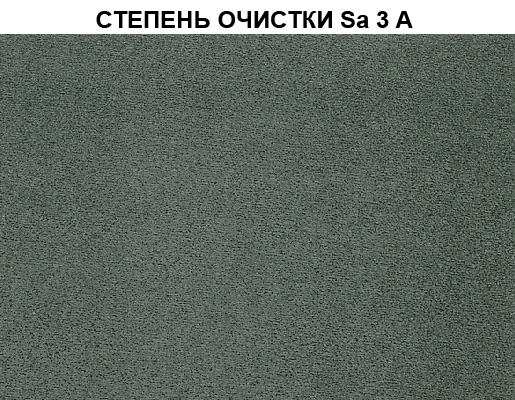
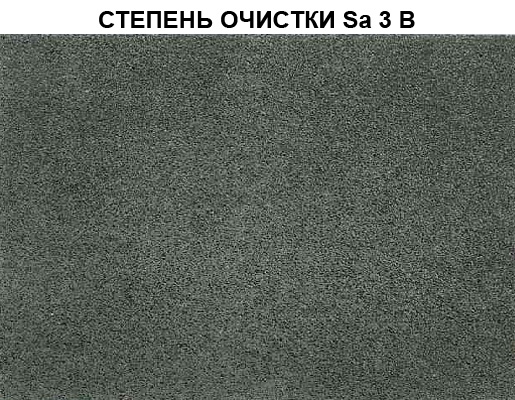
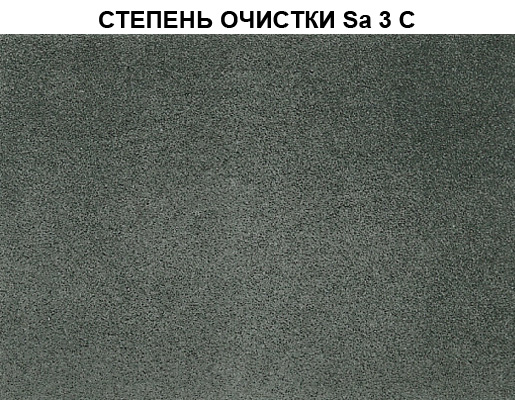
VII. ISO-Sa 3 Пескоструйная очистка до визуально чистой стали. Степень очистки составляет 99% чистой поверхности
При исследовании невооруженным взглядом поверхность выглядит зачищенной от пятен жира, масла, грязи, от большей части окалины и ржавчины, краски и прочих посторонних веществ. Поверхность изделия должна иметь однородный металлический блеск.
 |
|||
 |
 |
||
 |
|||
 |
 |
||
 |
 |
||
|
|||
 |
 |
||
 |
 |
||
|
|||
 |
 |
||
 |
 |
||
Примечание: фотографии даны лишь как иллюстрации. Они не демонстрируют полную степень подготовки, которая также включает операции по зачистке, что не видно по фотографиям (бесцветные загрязнения).
Эквиваленты соответствия британским, германским и американским стандартам
|
|
||
|
ISO 8501-01 |
|
|
|
SIS 05 59 00 |
BS 4232 |
SSPC-Vis 1 |
|
DIN 55928 Часть 4 |
|
|
|
Sa 3 |
1-ый сорт |
Белый металл SP 5 |
|
Sa 2.5 |
2-ой сорт |
Почти белый SP 10 |
|
Sa 2 |
3-ий сорт |
Коммерческий SP 6 |
ГОСТ 9.402-80 (Россия)
"Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием"
Аналогом международного стандарта ISO в России является ГОСТ 9.402-80 "Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием", который определяет четыре степени очистки поверхности черных металлов от окалины и продуктов коррозии:
1 степень (03) - аналог Sa 3
При осмотре с 6-кратным увеличением окалина и ржавчина не обнаруживается.
2 степень (02) - аналог Sa 2 1/2
При осмотре невооруженным глазом не обнаруживается окалина, ржавчина, пригар, остатки формовочной смеси и другие неметаллические слои
3 степень (01) - Аналог Sa 2
Не более чем на 5% поверхности имеются пятна и полосы плотно сцепленной окалины и литейная корка, видимые невооруженным глазом. На любом из участков поверхности изделия окалиной занято не более 10 % площади пластины 25х25 мм
4 степень (01) - Аналог Sa 1
С поверхности удалены ржавчина и отслаивающаяся окалина
В скобках приведены обозначения степени очистки от окислов по СТ СЭВ 5732-86.
Инструменты для контроля степени очистки
Для определения степени очистки изделия от загрязнения согласно ГОСТ 9.402-2004 используют
Руководство по визуальной оценке стальных поверхностей после абразивоструйной очистки
Применяется при оценке поверхности стальной поверхности, подготовленной под окраску такими методами, как абразивоструйная очистка, очистка ручными и механическими инструментами.
Руководство может служить инструментом для визуальной оценки степени ржавости и степени подготовки и включает в себя 24 типичных фотографических примера степеней ржавости исходной поверхности.
В данном руководстве представлены четыре уровня ("степени ржавости") прокатной окалины и ржавчины, которые обычно имеются на поверхности стальных конструкций без покрытий и стальных изделиях на складе.
Также описаны степени визуальной чистоты("степени подготовки") после подготовки стальной поверхности без покрытия и стальной поверхности после полного удаления прежних покрытий.
Эти уровни приведены в соответствии с основными международными стандартами:ISO 8501-1:2007; SIS 05 59 00-1989; SSPC-Vis 1-89; DIN 55928.
Шаблон чистоты ГОСТ 9.402-2004
Это пластина из прозрачного пластика, размером 25×25 мм, на который нанесены взаимно перпендикулярные линии, которые образуют квадратики размером 2,5×2,5 мм.
Пластину передвигают по поверхности изделия. Степень очистки от окалины и ржавчины определяют отношением числа квадратиков, занятых окалиной и ржавчиной, к общему числу квадратиков, выраженных в процентах.

Набор для определения запыленности поверхности Elcometer 142
Предназначен для обнаружения пыли на поверхностях, прошедших струйную очистку и позволяет оценить качество и размер частиц пыли, которая может привести к снижению степени адгезии покрытия и преждевременному разрушению покрытия, а также не соответствию внешнего вида кроющего покрытия стандартам.
При использовании вместе с прокатным роликом для адгезивной ленты Elcometer 145, набор может применяться в соответствии с рекомендациями стандарта BS EN ISO 8502-3, либо в качестве испытания по принципу годен/не годен или для постоянной регистрации наличия пыли.
ТАКЖЕ ПРЕДЛАГАЕМ В АРЕНДУ ОБОРУДОВАНИЕ ДЛЯ ПЕСКОСТРУЙНЫХ И ОКРАСОЧНЫХ РАБОТ:

Дизельные компрессоры от 2500 руб./ смена.
Окрасочное оборудование от 1500 руб./ смена.
Пескоструйные аппараты от 2000 руб./ смена.
Купершлак для пескоструйных работ 3500 руб./ тонна.
Аренда сварочного дизель-генератора от 4500 руб./сутки.
а также полный комплект подключения (сопла, фитинги, воздушные рукава различного диаметра).





