По принципу абразивоструйной обработки пескоструйные аппараты делятся на эжекторные (инжекторные) и напорные. Рассмотрим основные особенности, преимущества и недостатки этих систем.
Эжекторные установки:
Для таких аппаратов характерно небольшое потребление сжатого воздуха, меньшая производительность и меньшее давление абразива на выходе из сопла, в сравнении с напорными установками.
Данный тип аппаратов используется для деликатной очистки
поверхностей из мягких материалов (например меди и алюминия), а также на поверхностях без сильных загрязнений.
Эжекторный аппарат состоит из эжекторного пистолета, емкости для абразива и комплекта соединительных рукавов.
В основе принципа эжекторного, или инжекторного, переноса материала является создание пониженного давления в камере смешивания вслед за воздушным соплом перед абразивоструйным соплом. За счет пониженного давления создается разрежение в самой камере смешивания и далее по всей линии всасывающего абразивного рукава, тем самым увлекая за собой частицы абразива из приемного бункера или емкости с абразивом.
При этом часть энергии передаваемого напора воздушной струи из воздушного сопла теряется на всасывание дозированных абразивных частиц, основной поток при этом разгоняет поступившие абразивные частицы в пескоструйном сопле на выходе из эжекторного пистолета. Абразивоструйные сопла можно использовать с прямой цилиндрической формой, но для большего "разгонного эффекта" можно применять сопла с каналом Вентури.
Эжекторный пистолет состоит из воздушного сопла,
абразивоструйного сопла, корпуса пистолета, состоящего из камеры
смешивания и присоединительных элементов для подключения воздушного
рукава и всасывающего абразивного рукава. Для эжекторного пистолето характерно меньшее давление на выходе, в отличии от напорных.
Общее устройство абразивоструйного эжекторного пистолета
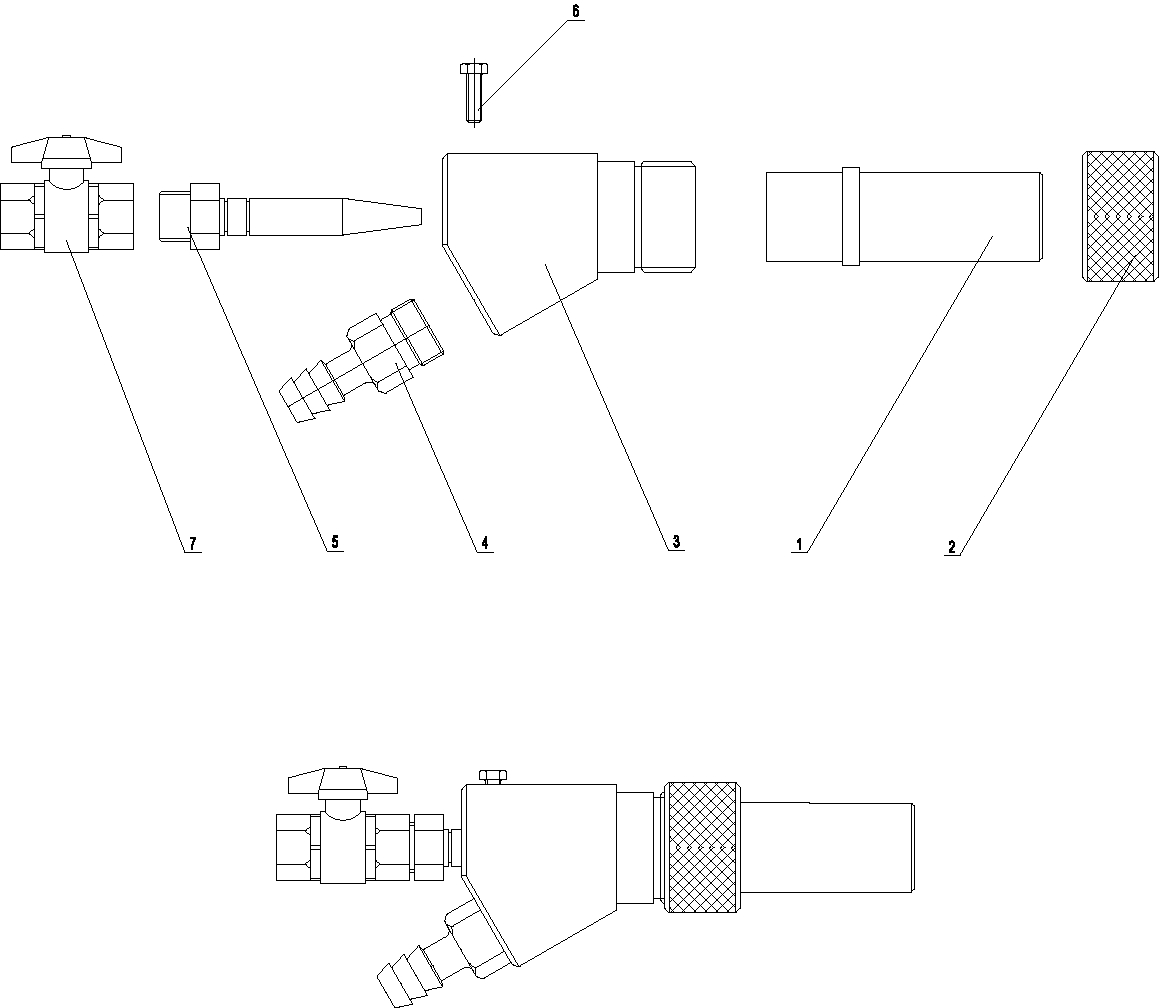
- Сопло абразивоструйное (4-12 мм);
- Гайка накидная;
- Корпус пистолета;
- Штуцер крепления рукава подачи абразивного материала;
- Сопло воздушное (2-6мм, подбирается в соответствии с абразивным соплом);
- Болт фиксирующий;
- Кран регулировки подачи воздуха (у пистолета для камер отсутствует).
ТАБЛИЦА СРАВНИТЕЛЬНЫХ ОСОБЕННОСТЕЙ ЭЖЕКТОРНЫХ И НАПОРНЫХ УСТАНОВОК
| Напорная пескоструйная установка (бак, бочка) | Эжекторная (инжекторная) пескоструйная установка Струйная обработка по принципу Вентури |
|
| Принцип подачи материала в рукав и сопло: | Принцип давления: воздух и абразивный материал под давлением подаются по одному рукаву. |
Принцип всасывания: воздух и абразивный материал через разные рукава подаются в соплодержатель, состоящий из 2 сопел (воздушного и абразивного). В начале подачи воздуха по рукаву в момент разряжения между соплами начинается засасывание воздушно-абразивной смеси. |
| Принцип работы | Из закрытой емкости абразивный материал под давлением проходит через дозирующее устройство, подается в смесительный тройник, где равномерно распределяется в струе сжатого воздуха и поступает в пескоструйный рукав и через пескоструйное сопло Вентури, распыляется со скоростью на очищаемые детали. | Сжатый воздух под давлением попадает в расширительную камеру пистолета. Воздушное сопло, как правило, в 2-3 раза меньше пескоструйного и из-за разницы диаметров сопел в камере образуется вакуум. За счет разряжения воздуха абразив всасывается в камеру через подающий шланг, вместе со струей воздуха проходит через абразивоструйное сопло и далее распыляется на обрабатываемую поверхность. |
| Внешние отличия: | Единый объемный шланг, по которому абразив вместе с воздухом подается от смесителя к соплу | Аппарат оснащен двумя рукавами – воздушным и абразивным. |
| Показатели скорости и давления: | Аппарат напорного типа обладает значительно большей мощностью, чем инжекторный агрегат. | Скорость, энергия и давление подачи абразива значительно ниже, чем в аппарате напорного типа. Давление на воздушное сопло выше, чем на абразивное. |
| Сфера применения | Масштабные очистные работы при строительстве или в обитаемых камерах в промышленности. Большие поверхности. Глубокое очищение металлических, конструкций из бетона или сплавов (мосты, строительные конструкции, фасады, жд вагоны) |
Легкая и средняя очистка, устранение дефектов окраски. Деликатная (мягкая) обработка небольших поверхностей. Малые объемы работ, обработка тонких листов металла или дерева, автомобильных и авиадеталей. |
| Использование | Обработка массивных загрязнений, удаление глубокой ржавчины, застарелых лакокрасочных покрытий. | Обработка мягких металлов (алюминий, медь). Снятие заусенцев, легкая дробеструйная обработка и удаление окалины без проникновения в металл, нанесение узоров, матирование стекла или зеркал. |
| Средняя производительность | от 5 до 40 м2/час, 30-40 м/с. | от 0 до 5 м2/час, что почти в 7 раз меньше, чем у напорной пескоструйной установки. |
| Особенности | Обязательно наличие герметичной емкости для абразива, из-за воздействия на абразив высокого давления. | Абразив подается под меньшим давлением, сокращается объем обработки, можно обрабатывать эжекторным пистолетом без емкости для абразива (забор из кучи). |
| Степень обработки ISO | Высокая степень SA | Низкая степень SA (макс. SA 1) |
| Мобильность | Делятся на мобильные и стационарные. | Мобильные. |
| Преимущества | Быстрота обработки. Возможность обработки больших поверхностей. Очистка грубых устойчивых к обработке загрязнений. |
Невысокая цена оборудования и себестоимость работ. Простота монтажа и перевозки. Минимальное потребление воздуха, удобно использовать когда ограничена подача воздуха или доступ к изделию. Мягкая деликатная очистка. |
| Недостатки | Большой вес Потребляет много воздуха и абразивного материала. |
Низкая производительность. Не справится со значительной окалиной. |
Таблица 1. Требуемый объём сжатого воздуха (эжекторные установки)
|
Ø |
Ø |
ТРЕБУЕМЫЙ ОБЪЕМ ВОЗДУХА (м³/мин.) при рабочем давлении, бар |
||||||||
|
2 |
3 |
4 |
5 |
6 |
7 |
8 |
10 |
12 |
||
|
3,2 |
6,0 |
0,245 |
0,326 |
0,406 |
0,487 |
0,568 |
0,649 |
0,730 |
0,891 |
1,050 |
|
4,0 |
8,0 |
0,436 |
0,579 |
0,723 |
0,865 |
1,010 |
1,150 |
1,300 |
1,585 |
1,870 |
|
5,0 |
10,0 |
0,681 |
0,905 |
1,130 |
1,350 |
1,580 |
1,800 |
2,030 |
2,480 |
2,930 |
Таблица 2. Расход потребляемого воздуха (напорные установки)
|
Диаметр сопла, мм |
Мин. потребляемый объем воздуха, м3/мин |
50% резерв (подпорка давления) |
Требуемый |
Средняя производительность |
Средний расход абразива в кг/м2 |
||||
|
SA2 |
SA2 1/2 |
SA3 |
SA2 |
SA2 1/2 |
SA3 |
||||
|
3.5 |
0.7 |
0.4 |
1.1 |
1.5 |
0.9 |
0.5 |
50 |
75 |
92 |
|
5.0 |
1.4 |
0.6 |
2.0 |
4 |
2 |
1.2 |
45 |
69 |
84 |
|
6.5 |
2.3 |
1.4 |
3.7 |
10 |
5 |
4 |
40 |
58 |
78 |
|
8.0 |
3.9 |
2.2 |
6.1 |
15 |
9 |
6 |
35 |
51 |
68 |
|
9.5 |
5.5 |
3.0 |
8.5 |
21 |
14 |
9 |
32 |
46 |
62 |
|
11.0 |
7.2 |
3.9 |
11.1 |
28 |
21 |
13 |
29 |
42 |
56 |
|
12.5 |
9.6 |
5.0 |
14.6 |
37 |
28 |
17 |
28 |
40 |
54 |
















